MIM-Verfahren
Mit dieser Technologie werden die Vorteile des Kunststoffspritzgießens (geometrische Gestaltungsfreiheit) mit den Vorteilen,
die aus der Pulvermetallurgie bekannt sind(Verarbeitung anspruchsvoller, schwer-
oder nichtzerspanbarer, gegebenenfalls auch nicht-gießbarer Konstruktions- und Funktionswerkstoffe) kombiniert.
So ist es möglich, komplizierte, einbaufertige Formteile aus Metall mit größter Reproduzierbarkeit sowie vielfältigen Werkstoffeigenschaften in Serie herzustellen.
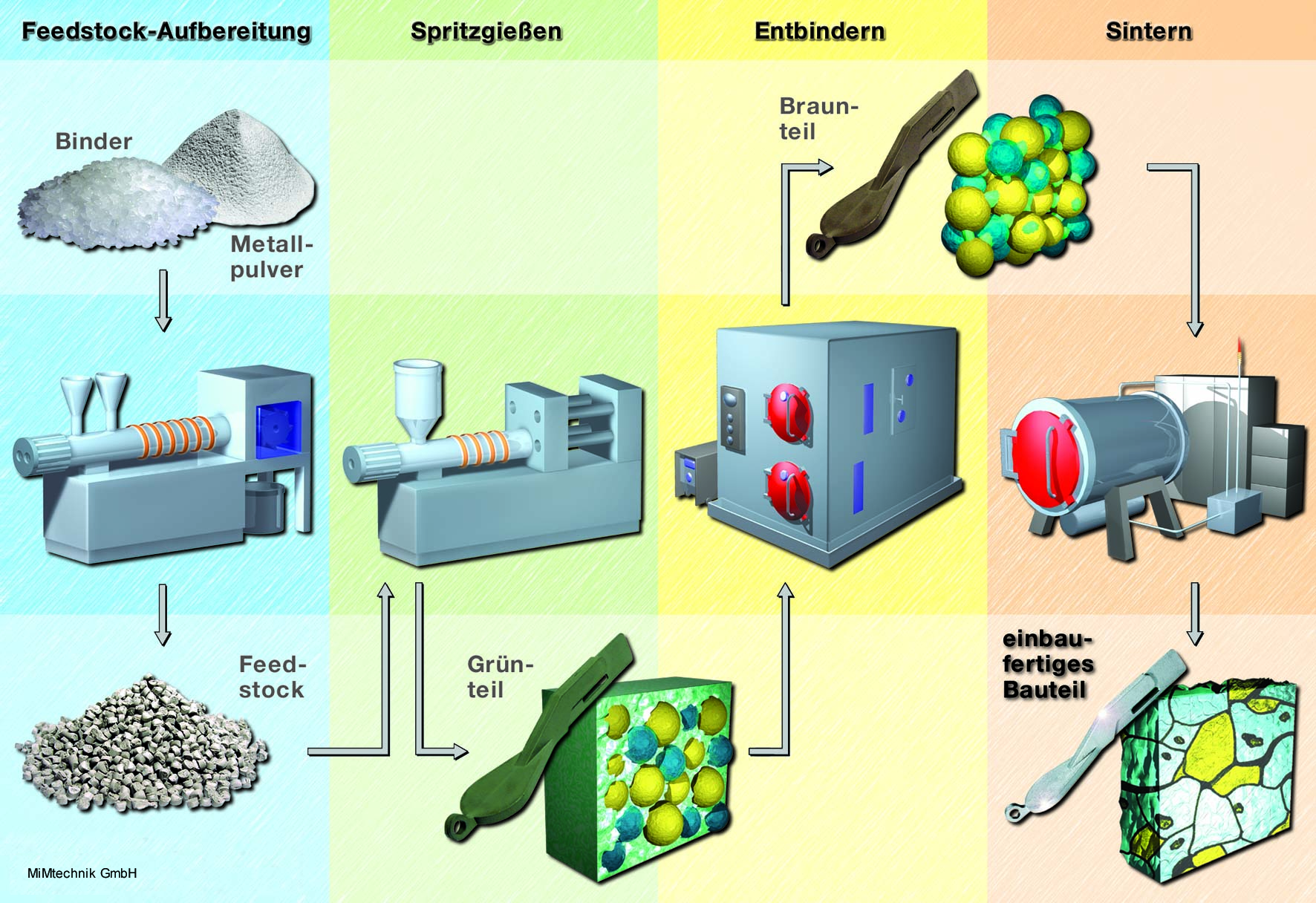
| Grünteil | Braunteil | Sinterteil |
|---|---|---|
| Spritzgegossenes Formteil mit ca. 10 Gewichtsprozent Binderanteil. |
Durch Herauslösen der ersten Binderkomponente,
der sogenannten Matrix, entsteht aus dem Grünteil das noch ungesinterte, poröse Braunteil. |
Restlos entbindertes und durch Sintern verfestigtes Bauteil, das maßlich eng toleriert und einbaufertig ist. |
|
Eigenschaften: - hohe Dichte von 97%, - homogene Pulververteilung, - keine Ausrichtung der Pulverteilchen. |
Eigenschaften: - Einhaltung enger Toleranzen, - Dichte von 97% der theoretischen Dichte, - runde, voneinander getrennte, gleichmäßig verteilte Microporen, - keine Rissbildung durch Microporen. |
|
|
Diese Eigenschaften führen zu einem richtungs- unsabhaengigen Schwund und einer hohen Bauteildichte, die Voraussetzung für gasdichte Sinterteile ist. |